1.Introducción
La técnica de inyección de plásticos es una tecnología dinámica que, en función de los parámetros de inyección, el diseño del molde, entre otros factores, puede generar variaciones en las dimensiones de la pieza obtenida.
Al tratarse de una tecnología transversal, aplicada en numerosos campos industriales, es fundamental considerar los factores que generan esta dispersión dimensional para garantizar la calidad de la pieza.
En este artículo se expone la influencia de la ubicación del punto de entrada en el molde sobre las dimensiones finales de la pieza.
2.La contracción.
La inyección es una técnica de producción cuya principal ventaja es la posibilidad de obtener piezas con la calidad deseada sin necesidad de manipulación u operaciones posteriores. Esto obliga a analizar cuidadosamente todos los factores que intervienen en su fabricación.
Desde el punto de vista dimensional, el principal condicionante es la contracción, entendida como la disminución que experimenta la pieza desde su expulsión del molde hasta su puesta en servicio. Esta contracción no es uniforme, ya que las condiciones varían en cada punto de la pieza.
A continuación, se analiza con mayor detalle la influencia de la presión en este fenómeno.
3.Presión de inyección función del punto de entrada
Dado que la presión es uno de los factores que inciden en las variaciones de contracción, es importante minimizar la caída de presión en el molde. Para ello, pueden adoptarse, por ejemplo, las siguientes medidas:
- Utilización de compuestos de moldeo con altísimo índice de fluidez, es decir, de muy baja viscosidad.
- Ubicación adecuada de la entrada de inyección o empleo de múltiples puntos de entrada, con el fin de acortar y/o compensar los recorridos del flujo.
Analicemos el efecto de reducir a la mitad el recorrido del flujo mediante una entrada de inyección central simple. Consideremos el llenado de una placa de 50 x 250 mm en ABS en 2 segundos.

Si este mismo criterio de reducción del flujo se aplica a una pieza menos esbelta, una entrada de inyección central genera un flujo radial. En este caso, la simetría no es perfecta, por lo que una diagonal puede contraerse más que la otra, provocando el levantamiento de las esquinas.
Este es el efecto típico de “cabeceo” en algunas piezas plásticas que, en teoría, deberían ser planas.
4 .Camino de flujo y orientación de las cadenas. Efecto bneficioso y adverso.
Reducir aún más el recorrido del flujo mediante el uso de dos entradas favorece la disminución de la caída de presión, pero puede generar un defecto estético: la línea de soldadura.

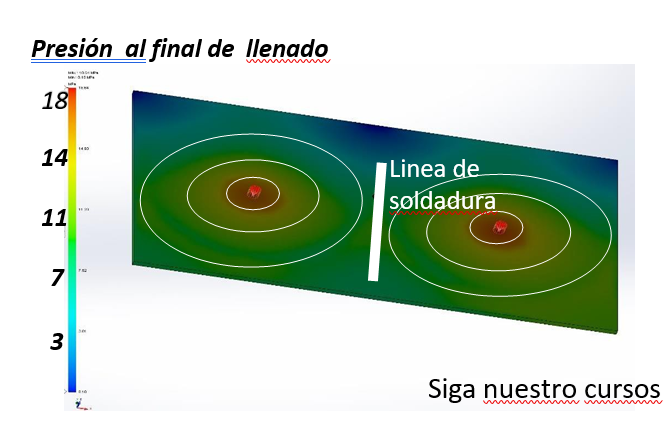
Se observa que el nivel de presión se reduce; sin embargo, en el centro de la pieza colisionan dos frentes de flujo, dando lugar a esta línea. Si el material es coloreado, este defecto se hace más evidente.
Este fenómeno refleja uno de los aspectos más característicos de esta tecnología: siempre existe un equilibrio entre ventajas y desventajas. Al optimizar un factor, es posible afectar otro, por lo que la solución final suele ser un compromiso entre múltiples variables.